

プラスチック加工には様々な加工法がありますが、その中で最も
一般的な樹脂製造法が射出成形となります。
大まかな成形工程は、
プラスチックの原料の顆粒状の粒(ペレット)をホッパーの中に入れ、素材によっては乾燥工程があります。(ABS樹脂、AS等)
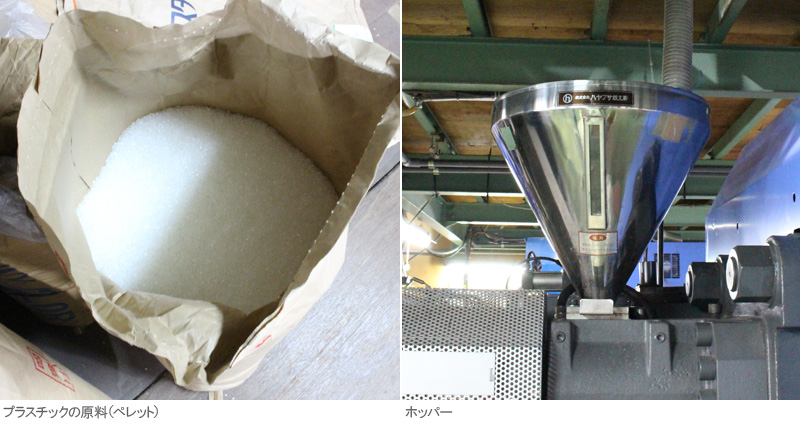
その後、シリンダーへと送り、シリンダー内のヒーターで約200度の高温で加熱させ液状の軟化状態にします。
射出成形機の一連の動作は
- 型締め・・・金型を締める作業をいいます
- まず初めに金型を閉じます。 金型のキャビティ部が開かないように大きな射出圧力をかけます。 また、型締め動作は高圧力が掛かる為、間違いが起こった場合は 金型破損の原因にもなる動作なので、金型保護機能がついています。
- ノズル接・・・金型と成形機のノズルをくっつける動作
- 締め付けた金型の中に樹脂を充填するための動作のことをいいます。 成形機のノズルと金型のノズル注入部に加圧させた状態です。
- 射出・・・金型に樹脂を圧力で送り出します
- 加熱内で溶かされ(可塑化)・計量された樹脂を締め付けられた金型のキャビティ内に
注入する動作です。
射出速度を調整しながら注入していきます。
また金型内に充填した樹脂は温度が下がると収縮してしまう為、 圧力を加えながら樹脂を冷却させなければいけません。 このことを保圧といいます。
- 可塑化・・・次の成形品の材料が準備されます
- 次のショットの準備がスクリュ内で行われており、加熱筒による温度とスクリュ回転で 樹脂を可塑化させ均一な状態にておきます。 1回1回の計量はこのスクリュの移動で決められます。
- 冷却・・・成型品を冷やして固めます
- 金型のキャビティ内に射出した樹脂を冷却することを冷却といいます。 一定に保たれた温度の金型に充填した樹脂は冷却されます。
- 型開き・・・取り出す準備へ
- 金型内で冷却された成形品を取り出す動作のことです。 可動側の金型から成型品が取り出されます。
- 突き出し・・・ピンで押し出し金型から外します
- 型開き後稼働側金型内に付いた成形品を金型裏からピンで押し出す動作です。 突き出された成形品は取り出しロボット等で自動的に取り出されます。

注射器のように溶けたプラスチックを流し込む作業から射出成型法と呼ばれています。
特徴として、 複雑な形状物、精密部品がものによっては数秒で完成するので、 大量に生産でき、マシニングや旋盤に比べ、大量生産が得意なため、比較的安価にでき、現在では プラスチック製造の大半がこの射出成形で作られています。
またプラスチックは再生材として再度、使用できることも特徴としてあります。
デメリットは金型製造にコストと時間がかかります。 ですので、小ロット生産には向いていない製法となります。>> 成形金型が高額な理由


